Shot Peening Improvement

,Shlomo Ramati
Official MFN Trainer
Vol. 6 – March Issue – Year 2005
A Review of published Peening Research aimed at improving Peening Efficiency
As we enter a new era of aircraft manufacturing companies such as Airbus and Boeing are investing in very careful evaluations of cost effectiveness of every process and design concept
Airbus has for example been running many parallel studies to determine the final design and processes that will be used to build the A380 fuselage
New alloys, methods and supporting processes have been looked at and studied to ensure that an optimization of performance is reached with cost effectiveness weighed into the equation
An example of an option looked at is welded stiffeners to sheet fuselage sections (panels) which need straightening after the welding process and this is achieved by an interactive computer controlled peen straightening process. A whole facility was built to do this
At the same time Airbus supported a large research effort to better understand the saturation shot peening process so as to be able to predict and enhance the final fatigue life for structural parts as peening parameters are changed. These studies looked at variables such as the material properties, shot type, size, hardness, peening intensity, surface roughness, the interaction of the above on material properties, hardness change on surface, cold work and consequent ductility changes, residual stress fields and what combinations yield the best fatigue life
We reviewed many papers delivered at the ICSP (International conferences on shot peening) over the years, and have tried to integrate them into a comprehensive overall view of the Peening process. Combining common findings from various researchers over the years we have tried to get an overall understanding of the interaction of residual stresses and fatigue life
In the ICSP 2 from 1984 Wohlfahrt presented a review paper that introduced a concept to explain the different residual stress distributions after shot peening. See fig 1

Figure 1: Hertzian pressure as a consequence of the vertical forces connected with the impact of the shot balls
-Effect is marked with a hard shot and a soft work piece
Stretching of a surface layer as a consequence of
In short there are two competing processes that effect the final stress distribution, Hertzian pressure and direct stretching (strain) on the surface layer. Without getting into the formulas when the Hertzian pressure gets high enough the maximum shear stress can exceed the flow stress in the depth of 0.47 where “” Is the half diameter of the shot indentation
So depending on the hardness of the work-piece and the shot used we get a different mixture of the above two stresses that combine for the final distribution. Soft material will yield on the surface and consequently the maximum compressive stress is on the surface
Beyond Wohlfahrt’s models some additional efforts have been made to increase the maximum compressive stress by pre-stressing the part before peening or in one case peening a steel that has been held at a higher temperature thus when cooled down to room temperature one gets an additional stress from the contraction on the cool down. Or on release of the pre-stressed part that additional elastic energy goes to compress the surface even further
There exists a further interplay of several factors for example the cold worked layer with its loss of ductility (resilience) and its resistance to crack growth. In this case the question is one of increasing crack initiation time, when crack initiation is the greater part of the overall fatigue life then the surface compressive stresses, surface roughness gain in importance as do the properties of the peened parts (do they work harden strongly? Does the choice of shot effect soft surface? Etc.) The harder the temper of the steels the smaller the critical crack length and the gain in importance of the crack initiation time, therefore the harder and smaller the shot the better the fatigue life
An important point to note is that in several studies it was shown that while there is some stress relaxation from fatigue cycling, or temperature exposure the positive effects still exist, either as a stress field or as a given shape, if for instance a wing panel was formed by peening, even after fatigue cycling (many hours of flight) the wing keeps its shape
With damage tolerance being a certification requirement for aircraft, it might have been thought that peening would not be needed, as the argument to save money was that the assumed pre-existing crack was beyond the layer affected by peening
Several studies have shown this to be erroneous. And Da/Dn graphs have shown the advantageous effects of peening on the crack growth rates
Dorr and Wagner studied the effects of pre-damaged Aluminum Al-2024 T3 alloy and showed the improved fatigue by peening in comparison to an electro polished (EP) sample they graphed the Da/Dn of both and compared life of samples to peening intensity and pre-existing cracks. In addition they tested pre-cracked samples with rotating beam R= -1.0 at a stress level of 275 MPa which is equivalent to about 40 KSI which is rather high for most applications
They found that in their case the same fatigue life measured for an EP sample could be gotten with a pre-existing crack of 600 µm if the part had been peened at 0.20mm A or in inch units 0.008″A Almen. This is a very common intensity for aluminum parts in the Aerospace industry. See fig 2
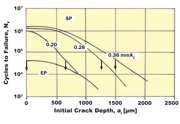
(Figure 2: Comparison of the fatigue life of the reference (EP) with the various shot peened conditions (arrows indicate crack size at constant life of Nf = 4 x 104
They also found that the crack could be as large as 1500 µm for a higher intensity of 0.36mm A (0.014″A) Almen. So cracks that are even deeper than the approximate residual compressive stress field of less than 1000 µm are still retarded, in other words a longer fatigue life is achieved
A similar study carried out by NASA in the USA showed considerable increase in fatigue life on samples that were pre-cracked to a depth of 1200 µm (0.050″) . The effect was very pronounced at lower stress levels, improvement of 237% at 15 KSI and less so at 20KSI with an improvement of 81% but still these are stress levels that are common for aircraft structural parts. These are very severe tests as normally cracks of this size would be detected with a very high degree of confidence
In an additional research Dorr with colleagues looked at another aspect of peening and compared the results of intensity on aluminum and Magnesium. In this study it became evident immediately that the HCP hexagonal crystal structure with its limited slip planes behaves very differently than the cubic aluminum. A variety of peening media was used but it was found that at the low intensities used the different media did not have an effect on the fatigue life though some changes were noted with the surface roughness. At the same shot and intensity the magnesium surface roughness was greater, no real surprise, as it is softer and the young’s modulus is lower than aluminum
An interesting result was that the aluminum fatigue life increased with higher intensity till it leveled out at 0.4 mmN. On the other hand the magnesium showed a very large peak of two orders of magnitude increase in life at a very low intensity 0.05mmN. In both cases the fatigue crack nucleated subsurface at the depth where there are tensile stresses. See fig 3
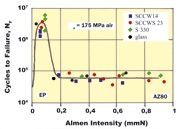
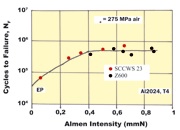
Figure 3: Fatigue life in rotating beam loading, effect of Almen intensity
The magnesium showed that at higher intensities of only 0.4mmN the peened and EP specimens were approximately the same life where as at the 0.05mmN there was a great improvement as was observed in the aluminum at the higher 0.65mmN Vs the EP sample
This shows a condition of overpeening on the magnesium probably due to surface damage and microcracks. To verify this condition, successive layers were removed from the peened surface. In the aluminum there was no effect till about 100 microns and then a drop in fatigue life due to removal of the desirable compressive layer, the magnesium again has a peak of improved life as the surface damage is removed
It is obvious that for the hexagonal crystal alloy either a low intensity or a higher intensity coupled to a polishing process to remove surface damage will yield large benefits in fatigue life
A look at dual peening operations, used to get a deep compressive layer but with a secondary peening operation to improve the surface roughness shows that it has a profound influence on fatigue life
On a different note looking at other research on Titanium alloys with an HCP structure we find a peak maximum fatigue life at a low peening intensity. Hanyuda, Nakamura Endo, and Shimizu report such a result on Ti-3Al-2V, they also tried different shot, size and velocity. The optimum result was achieved with a stainless steel conditioned cut wire shot and it is noted that the resulting fatigue strength is directly in ratio to maximum residual compressive stress generated by “used” shot. Used stainless CCW will have gotten strain hardened so the shot would be harder. Also Ti is very sensitive to surface damage; they concluded that the used CCW is smoother as it has far less breakage so have less scratches or implantations
Dorr and Wagner looked at a near titanium Timetal 1100 and compared the metal at several different heat treated conditions using small shot SCCW 14 at a small working distance. They fatigue tested with R= -1 with axial loading and rotating beam. Their results show how careful one must be when comparing results from several researchers as the loading method has a meaningful influence on the results. They also found that a heavy peening with a light polish will increase the fatigue considerably whereas if the surface is not polished one finds a drop from the maximum life achieved with a lighter intensity. This phenomenon is particular to the HCP alloys that have less slip planes for the dislocations to move along. Consequently a smaller shot is preferable for these alloys as is a low intensity. Again a peak fatigue life was found with the optimum intensity to be 0.07 mmA (0.003”A ) which is lower than is normally called out for in most structural drawings. See fig 4
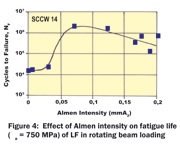 Figure 4: Effect of Almen intensity on fatigue life (a = 750 MPa) of LF in rotating beam loading
Figure 4: Effect of Almen intensity on fatigue life (a = 750 MPa) of LF in rotating beam loading
Aside from showing the better fatigue results with rotation bending to axial loading they also showed the improved life on notched samples
While on soft metals we expect that most effect will be seen on the surface and it was shown true for steels, yet structural aluminum parts that have been saturation peened have shown a maximum compressive stress at a depth of about 0.1mm from the surface. This is probably due to other factors such as the work hardening and change in ductility of the worked layer
In conclusion there exists a real need for a much more extensive study to cover all the aspects that make for optimizing the peening process, or being able to fully appreciate the add on value of the process. It is evident that the existing specifications are not good enough and one can only suggest that more study be done as well as look at each part separately. In special cases a DOE can be run though one would suggest caution when choosing the limiting factors. A good place to start is with limits within the existing specs. Look at new shot and do an economic study of the process
Author: Shlomo Ramati, Official MFN Trainer
Link to an article: https://www.mfn.li/archive/issue_view.php?id=280&pid=34&typ=3








